- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ການພົວພັນການແກ້ໄຂທົ່ວໄປສໍາລັບການອອກແບບຂະຫນາດແຜ່ນ Pole ຂອງຫມໍ້ໄຟ cylindrical
ການພົວພັນການແກ້ໄຂທົ່ວໄປສໍາລັບການອອກແບບຂະຫນາດແຜ່ນ Pole ຂອງຫມໍ້ໄຟ cylindrical
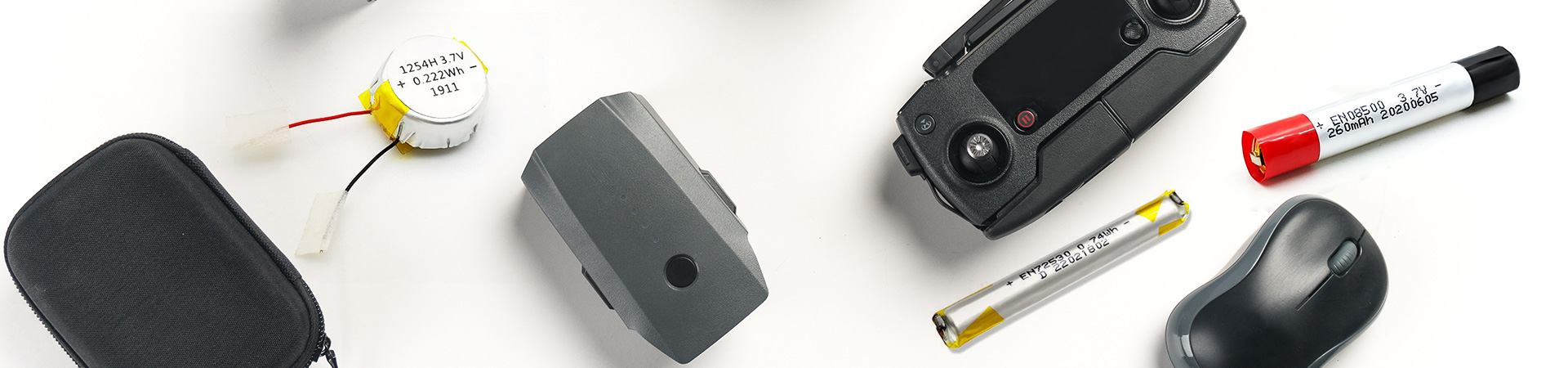
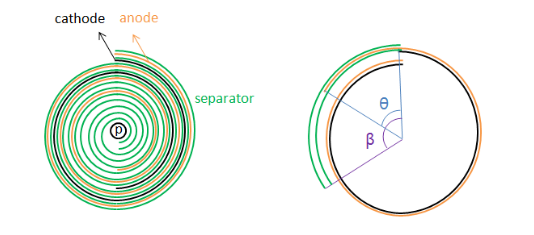
ແບດເຕີລີ່ Lithium ສາມາດແບ່ງອອກເປັນສີ່ຫຼ່ຽມມົນ, ຊອງອ່ອນ, ແລະແບດເຕີຣີ້ຮູບທໍ່ກົມໂດຍອີງໃສ່ວິທີການຫຸ້ມຫໍ່ແລະຮູບຮ່າງຂອງມັນ. ໃນບັນດາພວກມັນ, ແບດເຕີຣີ້ກະບອກມີຂໍ້ດີຫຼັກເຊັ່ນ: ຄວາມສອດຄ່ອງທີ່ດີ, ປະສິດທິພາບການຜະລິດສູງ, ແລະຄ່າໃຊ້ຈ່າຍໃນການຜະລິດຕ່ໍາ. ພວກເຂົາເຈົ້າມີປະຫວັດການພັດທະນາໃນໄລຍະ 30 ປີນັບຕັ້ງແຕ່ການເລີ່ມຕົ້ນຂອງເຂົາເຈົ້າໃນປີ 1991. ໃນຊຸມປີມໍ່ໆມານີ້, ດ້ວຍການເປີດຕົວຂອງ Tesla's all pole ear technology, ຄໍາຮ້ອງສະຫມັກຂອງແບດເຕີຣີ້ຮູບທໍ່ກົມຂະຫນາດໃຫຍ່ໃນພາກສະຫນາມຂອງຫມໍ້ໄຟພະລັງງານແລະການເກັບຮັກສາພະລັງງານໄດ້ເລັ່ງ, ກາຍເປັນການຄົ້ນຄວ້າ. ຮັອດສະປອດສໍາລັບບໍລິສັດຫມໍ້ໄຟ lithium ທີ່ສໍາຄັນ.
ຮູບທີ 1: ການປຽບທຽບປະສິດທິພາບໃນລະດັບດຽວ ແລະລະບົບຂອງແບດເຕີຣີ້ Lithium ທີ່ມີຮູບຮ່າງແຕກຕ່າງກັນ
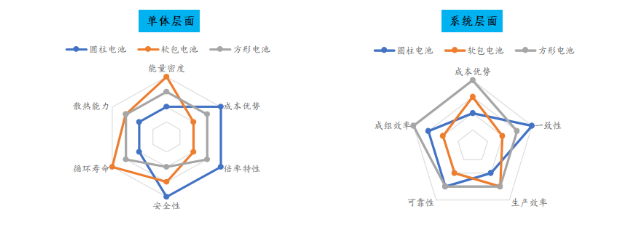
ເປືອກແບດເຕີລີ່ກະບອກສາມາດເປັນແກະເຫຼັກ, ເປືອກອາລູມິນຽມ, ຫຼືຊຸດອ່ອນໆ. ລັກສະນະທົ່ວໄປຂອງມັນແມ່ນວ່າຂະບວນການຜະລິດໄດ້ຮັບຮອງເອົາເທກໂນໂລຍີ winding, ເຊິ່ງໃຊ້ເຂັມ winding ເປັນຫຼັກແລະຂັບ winding ເຂັມເພື່ອ rotate ເປັນຊັ້ນແລະຫໍ່ແຜ່ນ isolation ແລະ electrode ແຜ່ນຮ່ວມກັນ, ໃນທີ່ສຸດກໍ່ເປັນແກນ winding ເປັນຮູບທໍ່ກົມຂ້ອນຂ້າງເປັນເອກະພາບ. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຕໍ່ໄປນີ້, ຂະບວນການ winding ປົກກະຕິແມ່ນມີດັ່ງນີ້: ທໍາອິດ, ເຂັມ winding clamps diaphragm ສໍາລັບການ pre winding ຂອງ diaphragm, ຫຼັງຈາກນັ້ນ electrode ລົບແມ່ນ inserted ລະຫວ່າງສອງຊັ້ນຂອງຮູບເງົາ isolation ສໍາລັບ pre winding ຂອງ electrode ລົບ, ແລະຫຼັງຈາກນັ້ນ electrode ໃນທາງບວກແມ່ນ inserted ສໍາລັບ winding ຄວາມໄວສູງ. ຫຼັງຈາກ winding ສໍາເລັດ, ກົນໄກການຕັດຕັດ electrode ແລະ diaphragm, ແລະສຸດທ້າຍ, ຊັ້ນຂອງ tape adhes ໄດ້ຖືກນໍາໃຊ້ໃນຕອນທ້າຍຂອງການສ້ອມແຊມຮູບຮ່າງ.
ຮູບທີ 2: ແຜນວາດແຜນວາດຂອງຂະບວນການ winding
ການຄວບຄຸມຂອງເສັ້ນຜ່າສູນກາງຫຼັກຫຼັງຈາກ winding ແມ່ນສໍາຄັນ. ຖ້າເສັ້ນຜ່າສູນກາງໃຫຍ່ເກີນໄປ, ມັນບໍ່ສາມາດປະກອບໄດ້, ແລະຖ້າເສັ້ນຜ່າກາງນ້ອຍເກີນໄປ, ມັນກໍ່ເຮັດໃຫ້ພື້ນທີ່ຫວ່າງ. ດັ່ງນັ້ນ, ການອອກແບບທີ່ຖືກຕ້ອງຂອງເສັ້ນຜ່າສູນກາງຫຼັກແມ່ນສໍາຄັນ. ໂຊກດີ, ແບດເຕີຣີແບບກະບອກແມ່ນເລຂາຄະນິດທີ່ຂ້ອນຂ້າງປົກກະຕິ, ແລະເສັ້ນຜ່າສູນກາງຂອງແຕ່ລະຊັ້ນຂອງ electrode ແລະ diaphragm ສາມາດຄິດໄລ່ໄດ້ໂດຍການປະມານວົງມົນ. ສຸດທ້າຍ, ຄວາມຍາວທັງຫມົດຂອງ electrode ສາມາດສະສົມເພື່ອໃຫ້ໄດ້ການອອກແບບຄວາມສາມາດ. ຄ່າສະສົມຂອງເສັ້ນຜ່າສູນກາງຂອງເຂັມ, ຕົວເລກຊັ້ນ electrode, ແລະຕົວເລກຊັ້ນ diaphragm ແມ່ນເສັ້ນຜ່າກາງຂອງແກນບາດແຜ. ຄວນສັງເກດວ່າອົງປະກອບຫຼັກຂອງການອອກແບບຫມໍ້ໄຟ lithium-ion ແມ່ນການອອກແບບຄວາມອາດສາມາດແລະການອອກແບບຂະຫນາດ. ນອກຈາກນັ້ນ, ໂດຍຜ່ານການຄິດໄລ່ທາງທິດສະດີ, ພວກເຮົາຍັງສາມາດອອກແບບຫູ pole ຢູ່ທຸກຕໍາແຫນ່ງຂອງແກນ coil, ບໍ່ຈໍາກັດຫົວ, ຫາງ, ຫຼືສູນກາງ, ແລະຍັງກວມເອົາວິທີການອອກແບບຂອງ multi pole ear ແລະຫູ pole ທັງຫມົດສໍາລັບຫມໍ້ໄຟ cylindrical. .
ເພື່ອຄົ້ນຫາບັນຫາຂອງຄວາມຍາວຂອງ electrode ແລະເສັ້ນຜ່າກາງຫຼັກ, ພວກເຮົາທໍາອິດຈໍາເປັນຕ້ອງໄດ້ສຶກສາສາມຂະບວນການ: infinite pre winding ຂອງຮູບເງົາ isolation, infinite pre winding ຂອງ electrode ລົບ, ແລະ infinite winding ຂອງ electrode ບວກ. ສົມມຸດວ່າເສັ້ນຜ່າກາງຂອງເຂັມຂັດແມ່ນ p, ຄວາມຫນາຂອງຮູບເງົາໂດດດ່ຽວແມ່ນ s, ຄວາມຫນາຂອງ electrode ລົບແມ່ນ a, ແລະຄວາມຫນາຂອງ electrode ບວກແມ່ນ c, ທັງຫມົດໃນ millimeters.
- ຂະບວນການທາງສ່ວນຫນ້າ winding ອັນເປັນນິດຂອງເຍື່ອທີ່ໂດດດ່ຽວ
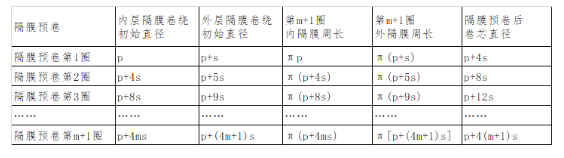
ໃນລະຫວ່າງການຂະບວນການຫົດຕົວຂອງ diaphragm, ສອງຊັ້ນຂອງ diaphragm ແມ່ນບາດແຜພ້ອມກັນ, ດັ່ງນັ້ນເສັ້ນຜ່າກາງຂອງ diaphragm ຊັ້ນນອກໃນລະຫວ່າງຂະບວນການ winding ແມ່ນສະເຫມີຫນຶ່ງຊັ້ນຂອງ diaphragm ຄວາມຫນາ (+1s) ກ່ວາ diaphragm ພາຍໃນ. ເສັ້ນຜ່າສູນກາງເບື້ອງຕົ້ນຂອງ diaphragm winding ພາຍໃນແມ່ນເສັ້ນຜ່າກາງໃນຕອນທ້າຍຂອງ winding ທີ່ຜ່ານມາ, ແລະສໍາລັບແຕ່ລະ pre winding ຂອງ diaphragm, ເສັ້ນຜ່າກາງຫຼັກໄດ້ເພີ່ມຂຶ້ນສີ່ຊັ້ນຂອງຄວາມຫນາຂອງ diaphragm (+4s).
ເອກະສານຊ້ອນທ້າຍ 1: ກົດໝາຍວ່າດ້ວຍການປ່ຽນແປງເສັ້ນຜ່າສູນກາງຂອງຂະບວນການ winding pre winding infinite ຂອງເຍື່ອແຍກ
- ຂະບວນການ winding ທາງສ່ວນຫນ້າຂອງ infinite ຂອງ electrode ລົບ
ໃນລະຫວ່າງການຂະບວນການ pre winding ຂອງ electrode ລົບ, ເນື່ອງຈາກການເພີ່ມຊັ້ນຂອງ electrode ລົບ, ເສັ້ນຜ່າກາງຂອງ diaphragm ພາຍນອກໃນລະຫວ່າງການຂະບວນການ winding ແມ່ນສະເຫມີຫນຶ່ງຊັ້ນຫຼາຍກ່ວາຄວາມຫນາຂອງ diaphragm ພາຍໃນແລະຫນຶ່ງຊັ້ນຂອງ electrode ລົບ ( +1s+1a), ແລະເສັ້ນຜ່າສູນກາງເບື້ອງຕົ້ນຂອງ diaphragm winding ພາຍໃນແມ່ນສະເຫມີເທົ່າກັບເສັ້ນຜ່າສູນກາງໃນຕອນທ້າຍຂອງວົງກ່ອນ. ໃນເວລານີ້, ສໍາລັບແຕ່ລະ pre winding ຂອງ electrode ລົບ, ເສັ້ນຜ່າສູນກາງຫຼັກເພີ່ມຂຶ້ນສີ່ຊັ້ນຂອງ diaphragm ແລະຄວາມຫນາຂອງ electrode ລົບສອງຊັ້ນ (+4s + 2a).
ເອກະສານຊ້ອນທ້າຍ 2: ກົດໝາຍວ່າດ້ວຍການປ່ຽນແປງເສັ້ນຜ່າສູນກາງຂອງຂະບວນການປົ່ງລົມກ່ອນອັນເປັນນິດຂອງແຜ່ນ electrode ລົບ
ຂະບວນການ winding ທີ່ບໍ່ມີຂອບເຂດຂອງແຜ່ນ electrode ບວກ
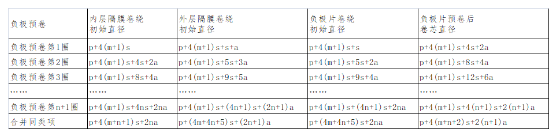
ໃນລະຫວ່າງການຂະບວນການ winding ຂອງ electrode ບວກ, ເນື່ອງຈາກການເພີ່ມຊັ້ນໃຫມ່ຂອງ electrode ບວກ, ເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ electrode ບວກແມ່ນສະເຫມີເທົ່າກັບເສັ້ນຜ່າກາງໃນຕອນທ້າຍຂອງວົງທີ່ຜ່ານມາ, ໃນຂະນະທີ່ເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ diaphragm winding ພາຍໃນຈະກາຍເປັນ. ເສັ້ນຜ່າສູນກາງຂອງວົງມົນທີ່ຜ່ານມາບວກກັບຄວາມຫນາຂອງຫນຶ່ງຊັ້ນຂອງ electrode ບວກ (+1c). ຢ່າງໃດກໍຕາມ, ໃນລະຫວ່າງການຂະບວນການ winding ຂອງ diaphragm ຊັ້ນນອກ, ເສັ້ນຜ່າສູນກາງແມ່ນສະເຫມີພຽງແຕ່ຫນຶ່ງຊັ້ນຫຼາຍກ່ວາຄວາມຫນາຂອງ diaphragm ພາຍໃນແລະຫນຶ່ງຊັ້ນຂອງ electrode ລົບ (+1s + 1a). ໃນເວລານີ້, electrode ລົບແມ່ນບາດແຜກ່ອນສໍາລັບແຕ່ລະວົງ, ເສັ້ນຜ່າກາງຂອງແກນ coil ເພີ່ມຂຶ້ນ 4 ຊັ້ນຂອງ diaphragm, 2 ຊັ້ນຂອງ electrode ລົບ, ແລະຄວາມຫນາຂອງ electrode ບວກ 2 ຊັ້ນ (+4s + 2s + 2a).
ເອກະສານຊ້ອນທ້າຍ 3: ກົດໝາຍການປ່ຽນແປງເສັ້ນຜ່າສູນກາງຂອງ electrode ບວກໃນລະຫວ່າງຂະບວນການ winding infinite

ຂ້າງເທິງ, ໂດຍຜ່ານການວິເຄາະຂອງຂະບວນການ winding infinite ຂອງ diaphragm ແລະແຜ່ນ electrode, ພວກເຮົາໄດ້ຮັບຮູບແບບການປ່ຽນແປງຂອງເສັ້ນຜ່າກາງຫຼັກແລະຄວາມຍາວຂອງແຜ່ນ electrode. ວິທີການຄິດໄລ່ການວິເຄາະຊັ້ນໂດຍຊັ້ນນີ້ແມ່ນເອື້ອອໍານວຍໃຫ້ແກ່ການຈັດຕໍາແຫນ່ງຂອງຫູ electrode ໄດ້ຢ່າງຖືກຕ້ອງ (ລວມທັງຫູ pole ດຽວ, ຫູ multipole, ແລະຫູ pole ເຕັມ), ແຕ່ຂະບວນການ winding ຍັງບໍ່ທັນໄດ້ສິ້ນສຸດລົງ. ໃນຈຸດນີ້, ແຜ່ນ electrode ບວກ, ແຜ່ນ electrode ລົບ, ແລະຮູບເງົາແຍກຢູ່ໃນສະພາບ flush. ຫຼັກການພື້ນຖານຂອງການອອກແບບຫມໍ້ໄຟແມ່ນຕ້ອງການຮູບເງົາໂດດດ່ຽວເພື່ອປົກຫຸ້ມຂອງແຜ່ນ electrode ລົບຢ່າງສົມບູນແລະ electrode ລົບຍັງຄວນຈະກວມເອົາທັງຫມົດ electrode ບວກ.
ຮູບທີ 3: ແຜນວາດແຜນຜັງຂອງໂຄງສ້າງຂອງທໍ່ແບດເຕີລີ່ເປັນຮູບທໍ່ກົມ ແລະຂະບວນການປິດ
ດັ່ງນັ້ນ, ມັນຈໍາເປັນຕ້ອງໄດ້ສໍາຫຼວດຕື່ມອີກກ່ຽວກັບບັນຫາຂອງ winding ແກນ electrode ລົບແລະຮູບເງົາໂດດດ່ຽວ. ແນ່ນອນ, ນັບຕັ້ງແຕ່ electrode ບວກໄດ້ຖືກບາດແຜແລ້ວ, ແລະກ່ອນນີ້, ເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ electrode ບວກແມ່ນສະເຫມີເທົ່າກັບເສັ້ນຜ່າກາງຂອງວົງມົນທີ່ຜ່ານມາ, ເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ diaphragm ຊັ້ນໃນຈະປ່ຽນເສັ້ນຜ່າສູນກາງຂອງວົງກ່ອນຫນ້າ. . ບົນພື້ນຖານນີ້, ເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ electrode ລົບເພີ່ມຄວາມຫນາຂອງຫນຶ່ງຊັ້ນຂອງ diaphragm (+1s), ເພີ່ມເສັ້ນຜ່າກາງເບື້ອງຕົ້ນຂອງ diaphragm ຊັ້ນນອກໂດຍຫນຶ່ງຊັ້ນຂອງຄວາມຫນາ electrode ລົບ (+1s + 1a).
ເອກະສານຊ້ອນທ້າຍ 4: ການປ່ຽນແປງຂອງເສັ້ນຜ່າສູນກາງ ແລະຄວາມຍາວຂອງ electrode ແລະ diaphragm ໃນຂະບວນການ winding ຂອງຫມໍ້ໄຟກະບອກ.
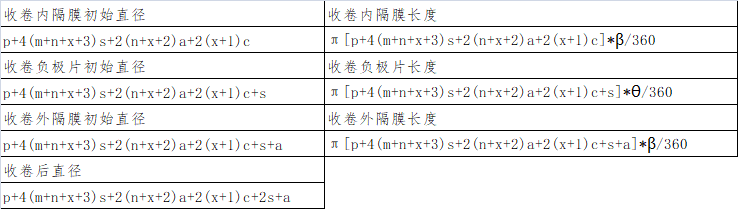
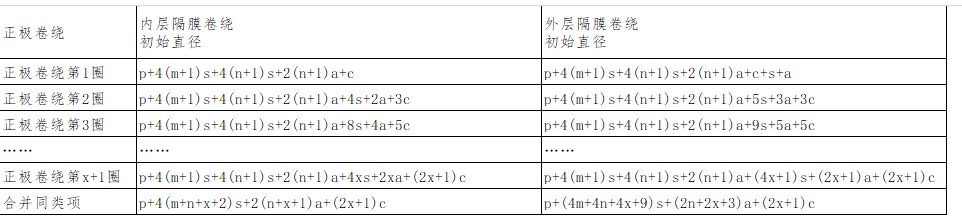
ມາຮອດປະຈຸ, ພວກເຮົາໄດ້ຮັບການສະແດງອອກທາງຄະນິດສາດຂອງຄວາມຍາວຂອງແຜ່ນບວກ, ແຜ່ນລົບແລະຮູບເງົາໂດດດ່ຽວພາຍໃຕ້ຈໍານວນຂອງຮອບວຽນ winding ໃດ. ສົມມຸດວ່າ diaphragm ແມ່ນ pre wound m+1 ຮອບວຽນ, ແຜ່ນລົບແມ່ນ pre wound n+1 cycles, ແຜ່ນບວກແມ່ນບາດແຜ x+1 cycles, ແລະມຸມກາງຂອງແຜ່ນລົບແມ່ນ θ °, ມຸມກາງຂອງການໂດດດ່ຽວ. winding ຮູບເງົາແມ່ນβ°, ຫຼັງຈາກນັ້ນມີຄວາມສໍາພັນດັ່ງຕໍ່ໄປນີ້:
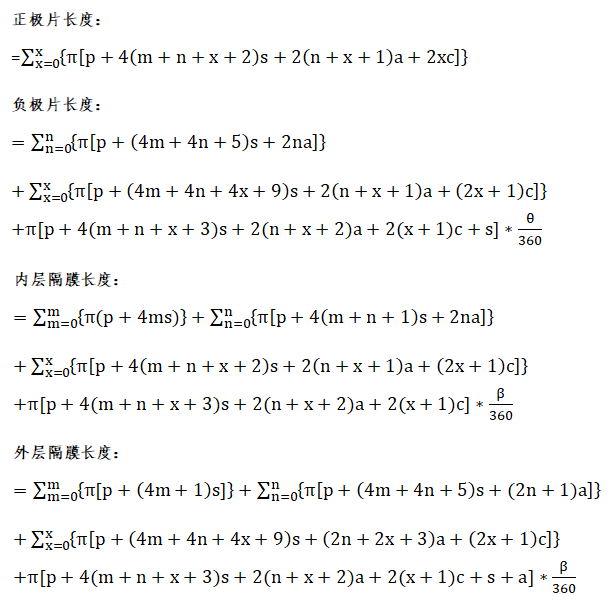
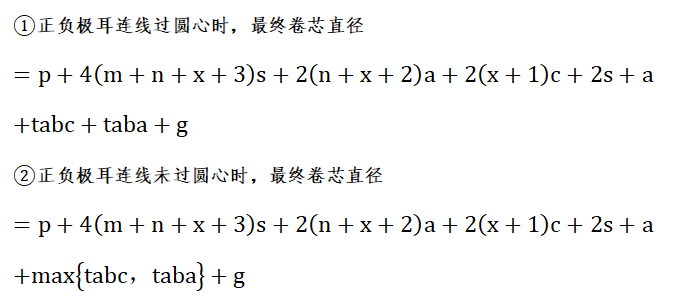
ການກໍານົດຈໍານວນຂອງຊັ້ນ electrode ແລະ diaphragm ບໍ່ພຽງແຕ່ກໍານົດຄວາມຍາວຂອງ electrode ແລະ diaphragm, ເຊິ່ງຜົນກະທົບຕໍ່ການອອກແບບຄວາມສາມາດ, ແຕ່ຍັງກໍານົດເສັ້ນຜ່າກາງສຸດທ້າຍຂອງແກນ coil, ຫຼຸດລົງຢ່າງຫຼວງຫຼາຍຄວາມສ່ຽງການປະກອບຂອງແກນ coil ໄດ້. ເຖິງແມ່ນວ່າພວກເຮົາໄດ້ຮັບເສັ້ນຜ່າກາງຂອງແກນຫຼັງຈາກ winding, ພວກເຮົາບໍ່ໄດ້ພິຈາລະນາຄວາມຫນາຂອງຫູ pole ແລະເຈ້ຍກາວສິ້ນສຸດ. ສົມມຸດວ່າຄວາມຫນາຂອງຫູບວກແມ່ນ tabc, ຄວາມຫນາຂອງຫູລົບແມ່ນ taba, ແລະກາວສິ້ນສຸດແມ່ນ 1 ວົງແລະພື້ນທີ່ທັບຊ້ອນກັນຫຼີກເວັ້ນຕໍາແຫນ່ງຂອງຫູ pole, ມີຄວາມຫນາຂອງ g. ດັ່ງນັ້ນ, ເສັ້ນຜ່າສູນກາງສຸດທ້າຍຂອງຫຼັກແມ່ນ:
ສູດຂ້າງເທິງແມ່ນການພົວພັນການແກ້ໄຂທົ່ວໄປສໍາລັບການອອກແບບຂອງແຜ່ນ electrode ຫມໍ້ໄຟເປັນຮູບທໍ່ກົມ. ມັນກໍານົດບັນຫາຂອງຄວາມຍາວຂອງແຜ່ນ electrode, ຄວາມຍາວຂອງ diaphragm, ແລະເສັ້ນຜ່າກາງຂອງ coil core, ແລະປະລິມານການອະທິບາຍຄວາມສໍາພັນລະຫວ່າງເຂົາເຈົ້າ, ປັບປຸງຄວາມຖືກຕ້ອງຂອງການອອກແບບຢ່າງຫຼວງຫຼາຍແລະມີມູນຄ່າການປະຕິບັດທີ່ຍິ່ງໃຫຍ່.
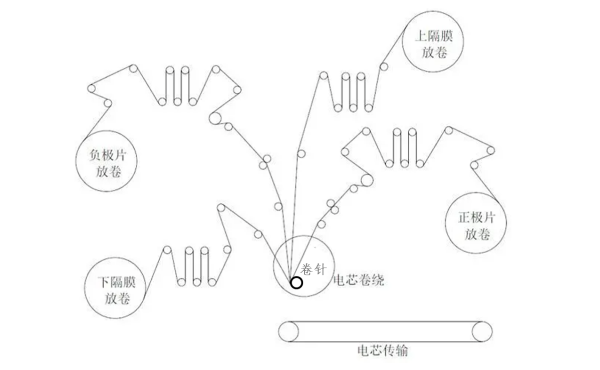
ສຸດທ້າຍ, ສິ່ງທີ່ພວກເຮົາຈໍາເປັນຕ້ອງໄດ້ແກ້ໄຂແມ່ນບັນຫາຂອງການຈັດວາງຫູ pole. ປົກກະຕິແລ້ວ, ມີຫູເສົາຫນຶ່ງຫຼືສອງຫຼືແມ້ກະທັ້ງສາມຫູ pole ໃນຫນຶ່ງ pole ສິ້ນ, ຊຶ່ງເປັນຈໍານວນນ້ອຍຂອງຫູ pole. ແຖບນໍາແມ່ນ welded ກັບຫນ້າດິນຂອງສິ້ນ pole ໄດ້. ເຖິງແມ່ນວ່າມັນອາດຈະສົ່ງຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການອອກແບບຄວາມຍາວຂອງເສົາໃນຂອບເຂດໃດຫນຶ່ງ (ໂດຍບໍ່ມີຜົນກະທົບຕໍ່ເສັ້ນຜ່າສູນກາງ), ແຖບນໍາມັກຈະແຄບແລະມີຜົນກະທົບຫນ້ອຍ, ດັ່ງນັ້ນ, ສູດການແກ້ໄຂທົ່ວໄປສໍາລັບການອອກແບບຂະຫນາດຂອງຫມໍ້ໄຟ cylindrical ສະເຫນີໃນບົດຄວາມນີ້. ບໍ່ສົນໃຈບັນຫານີ້.
ຮູບທີ 4: ການຈັດວາງຕຳແໜ່ງຫູທາງບວກ ແລະທາງລົບ
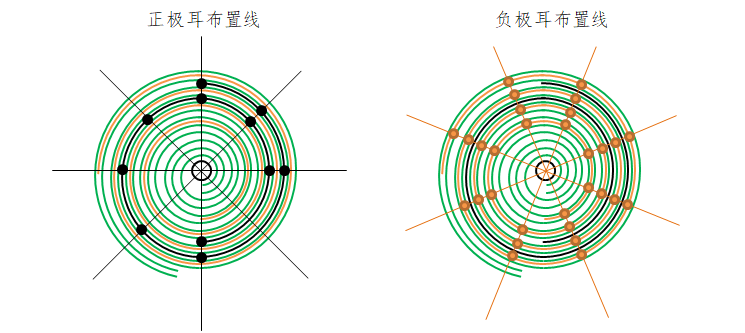
ແຜນວາດຂ້າງເທິງນີ້ແມ່ນແຜນວາດ schematic ຂອງການຈັດວາງຂອງ lugs pole. ໂດຍອີງໃສ່ຄວາມສໍາພັນທົ່ວໄປທີ່ສະເຫນີກ່ອນຫນ້ານີ້ຂອງຂະຫນາດຊິ້ນສ່ວນຂອງເສົາ, ພວກເຮົາສາມາດເຂົ້າໃຈໄດ້ຢ່າງຊັດເຈນເຖິງການປ່ຽນແປງຂອງຄວາມຍາວແລະເສັ້ນຜ່າສູນກາງຂອງແຕ່ລະຊັ້ນຂອງຕ່ອນຂົ້ວໃນລະຫວ່າງຂະບວນການ winding. ດັ່ງນັ້ນ, ເມື່ອຈັດວາງເສົາເສົາ, ໂຄ້ງທາງບວກແລະລົບສາມາດຈັດລຽງໄດ້ຢ່າງຖືກຕ້ອງຢູ່ໃນຕໍາແຫນ່ງເປົ້າຫມາຍຂອງຊິ້ນສ່ວນເສົາໃນກໍລະນີຂອງເສົາດຽວ, ໃນຂະນະທີ່ສໍາລັບກໍລະນີຂອງ lugs ຫຼາຍຫຼືເຕັມ, ມັນມັກຈະຈໍາເປັນຕ້ອງຈັດວາງ. ຫຼາຍຊັ້ນຂອງ lugs pole, ບົນພື້ນຖານນີ້, ພວກເຮົາພຽງແຕ່ຕ້ອງການທີ່ຈະ deviate ຈາກມຸມຄົງທີ່ຂອງແຕ່ລະຊັ້ນຂອງ lug, ເພື່ອໃຫ້ໄດ້ຕໍາແຫນ່ງການຈັດລຽງຂອງແຕ່ລະຊັ້ນຂອງ lug. ໃນຂະນະທີ່ເສັ້ນຜ່າກາງຂອງແກນ winding ຄ່ອຍໆເພີ່ມຂຶ້ນໃນລະຫວ່າງການຂະບວນການ winding, ໄລຍະຫ່າງການຈັດລຽງໂດຍລວມຂອງ lug ແມ່ນປະມານການປ່ຽນແປງໂດຍຄວາມຄືບຫນ້າເລກຄະນິດກັບ π (4s + 2a + 2c) ເປັນຄວາມທົນທານ.
ເພື່ອສືບສວນຕື່ມອີກກ່ຽວກັບອິດທິພົນຂອງການເຫນັງຕີງຂອງຄວາມຫນາຂອງແຜ່ນ electrode ແລະ diaphragms ກ່ຽວກັບເສັ້ນຜ່າກາງແລະຄວາມຍາວຂອງແກນ coil ໄດ້, ເອົາ 4680 cylindrical ເຕັມ electrode ຫູ cell ເປັນຕົວຢ່າງ, ສົມມຸດວ່າເສັ້ນຜ່າສູນກາງຂອງເຂັມຂັດແມ່ນ 1mm, ຄວາມຫນາຂອງ. tape ປິດແມ່ນ 16um, ຄວາມຫນາຂອງຮູບເງົາໂດດດ່ຽວແມ່ນ 10um, ຄວາມຫນາຂອງກົດເຢັນຂອງແຜ່ນ electrode ບວກແມ່ນ 171um, ຄວາມຫນາໃນລະຫວ່າງການ winding ແມ່ນ 174um, ຄວາມຫນາຂອງກົດເຢັນຂອງແຜ່ນ electrode ລົບແມ່ນ 249um, ຄວາມຫນາໃນລະຫວ່າງການ winding. ແມ່ນ 255um, ແລະທັງສອງແຜ່ນ diaphragm ແລະ electrode ລົບແມ່ນ pre rolled ສໍາລັບ 2 turns. ການຄິດໄລ່ສະແດງໃຫ້ເຫັນວ່າແຜ່ນ electrode ບວກແມ່ນບາດແຜສໍາລັບການ 47 turns, ມີຄວາມຍາວ 3371.6mm, electrode ລົບແມ່ນບາດແຜ 49.5 ຄັ້ງ, ມີຄວາມຍາວ 3449.7mm ແລະເສັ້ນຜ່າກາງ 44.69mm ຫຼັງຈາກ winding.
ຮູບທີ 5: ອິດທິພົນຂອງການເໜັງຕີງຂອງຄວາມໜາຂອງເສົາ ແລະ Diaphragm ກ່ຽວກັບເສັ້ນຜ່າສູນກາງຫຼັກ ແລະ ຄວາມຍາວຂອງເສົາ.
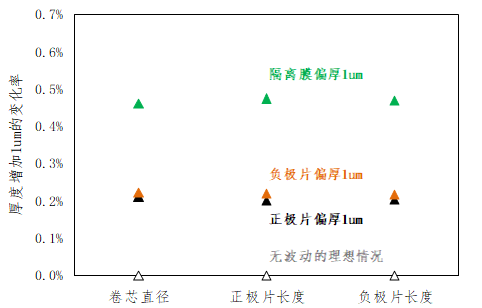
ຈາກຮູບຂ້າງເທິງ, ມັນສາມາດເຫັນໄດ້ intuitively ວ່າການເຫນັງຕີງຂອງຄວາມຫນາຂອງຕ່ອນ pole ແລະ diaphragm ມີຜົນກະທົບທີ່ແນ່ນອນກ່ຽວກັບເສັ້ນຜ່າກາງແລະຄວາມຍາວຂອງແກນ coil ໄດ້. ເມື່ອຄວາມຫນາຂອງຊິ້ນສ່ວນ pole deviates ໂດຍ 1um, ເສັ້ນຜ່າກາງແລະຄວາມຍາວຂອງແກນ coil ເພີ່ມຂຶ້ນປະມານ 0.2%, ໃນຂະນະທີ່ຄວາມຫນາຂອງ diaphragm deviates ໂດຍ 1um, ເສັ້ນຜ່າກາງແລະຄວາມຍາວຂອງແກນ coil ເພີ່ມຂຶ້ນປະມານ 0.5%. ດັ່ງນັ້ນ, ເພື່ອຄວບຄຸມຄວາມສອດຄ່ອງຂອງເສັ້ນຜ່າສູນກາງຂອງແກນ coil, ການເຫນັງຕີງຂອງຊິ້ນສ່ວນ pole ແລະ diaphragm ຄວນຖືກຫຼຸດລົງໃຫ້ຫນ້ອຍທີ່ສຸດເທົ່າທີ່ເປັນໄປໄດ້, ແລະມັນຍັງມີຄວາມຈໍາເປັນທີ່ຈະເກັບກໍາຄວາມສໍາພັນລະຫວ່າງການຟື້ນຕົວຂອງແຜ່ນ electrode ແລະເວລາ. ລະຫວ່າງການກົດເຢັນແລະການ winding, ເພື່ອຊ່ວຍໃນຂະບວນການອອກແບບຫ້ອງ.
ສະຫຼຸບ
1. ການອອກແບບຄວາມອາດສາມາດແລະເສັ້ນຜ່າສູນກາງແມ່ນເຫດຜົນການອອກແບບລະດັບຕ່ໍາສຸດສໍາລັບຫມໍ້ໄຟ lithium cylindrical. ກຸນແຈສໍາລັບການອອກແບບຄວາມສາມາດແມ່ນຢູ່ໃນຄວາມຍາວຂອງ electrode, ໃນຂະນະທີ່ກຸນແຈສໍາລັບການອອກແບບເສັ້ນຜ່າສູນກາງແມ່ນຢູ່ໃນການວິເຄາະຈໍານວນຂອງຊັ້ນ.
2. ການຈັດຕໍາແຫນ່ງຫູເສົາແມ່ນສໍາຄັນເຊັ່ນກັນ. ສໍາລັບຫູເສົາຫຼາຍຫຼືໂຄງສ້າງຫູເສົາເຕັມ, ການຈັດຕໍາແຫນ່ງຫູ pole ສາມາດຖືກນໍາໃຊ້ເປັນເງື່ອນໄຂສໍາລັບການປະເມີນຄວາມສາມາດໃນການອອກແບບແລະຄວາມສາມາດໃນການຄວບຄຸມຂະບວນການຂອງເຊນຫມໍ້ໄຟ. ວິທີການຂອງຊັ້ນໂດຍການວິເຄາະຊັ້ນສາມາດຕອບສະຫນອງຄວາມຕ້ອງການຂອງການຈັດຕໍາແຫນ່ງແລະການຈັດຕໍາແຫນ່ງຫູ pole ໄດ້ດີກວ່າ.